

Redhill Tannery 1934-62; From Cow Hide to Leather as told by Mr Sidney Harvey
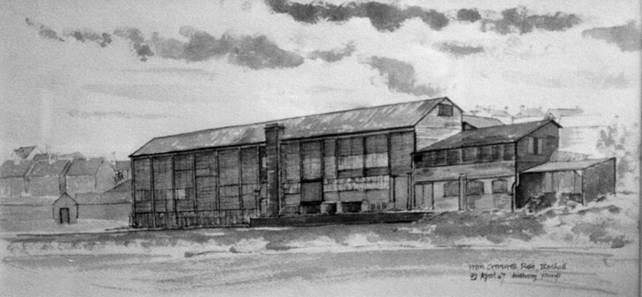
The Tannery sheds viewed from Cromwell Road in 1967, from a painting by Anthony Young Introduction by Alan Moore The Redhill Tannery has almost completely disappeared after occupying a site at the west end of Oakdene Road for several hundred years. Except for the old barn on the south side of the road, not used during the 20th century, it has been replaced by housing. A board on a nearby building proclaims 'The Old Tannery' but refers to the immediate area more than the building it is attached to, which once belonged to the Water Company and was used to repair water meters. A brief history of the Tannery's early years is given on page 27 of volume 1 of A History of Redhill, and pictures appear on page 28 of that book. More information is given about the tannery on page 67 of volume 1, where a flavour of what it was like in the 1850s is contained in a part of Mr T.R.Hooper's autobiography. A picture of Samuel Barrow, the owner from 1864 appears on page 131 of volume 1. This article tells about the activities at the tannery in the middle years of the 19th century, describing the tanning process in some detail. The information came from a series of interviews I had with Mr Sidney Harvey in March and May 2001. Mr Harvey worked at the tannery from 1934 until just before it closed in 1962. For some of that time he lived in Lorne House, built by 19th century tannery owner Samuel Barrow as his own home but which had over time been converted into flats. The tannery foreman, Bert Combier, lived in the lower flat and Sid had the upper one. Lorne House was demolished at the same time as the rest of the tannery buildings, around 1971/2. As
Told By Sidney Harvey Mr Sidney Harvey pictured in 2001 During my time
ownership of the tannery was by the firm of G.A.Bacon,
which had bought it from the successors of Samuel Barrow
in 1920. The new owners came from Dover or Canterbury
where they had other premises. They also had another
tannery, their main one, at Battle. I worked 48 hours per
week, from 7.15am to 5.30pm. Most of the work was either
in the open or in open sided sheds. It was very cold in
winter and the men wore sacking around their legs to keep
them warm and dry and had buckets of warm water to dip
their hands into. Perhaps working conditions were partly
to blame for the decline of this local industry, for
although mechanisation was the inevitable cause of much
of the reduction in manpower requirements (50 men
employed in 1930s; 25 in 1960s) only older men remained
at the end as younger ones would not take the jobs. The Main Power Source The majority of the tannery machinery was driven by a belt and pulley system powered by two single-cylinder gas engines coupled together by a nine-inch shaft and weighted by an eight-ton spoked flywheel. The combined power of the engines was 310hp and they ran at 200 rpm. Situated close to the main entrance and made by the National Gas Engine Company of Ashton under Lyne, they were installed in 1915. The machines also drove a DC generator for lighting as well as the shafts for the belt and pulley system, which had extensions to most parts of the works.
The engine ran on gas produced by burning the spent tan
(tan was the oak bark used in the tanning process, more
about this later) although initial starting was by mains
gas. The producer (tan) gas was made by the spent tan
being burnt in a coke furnace and the resultant residue
being passed through a scrubber (filter) to remove
impurities before it passed into a storage reservoir that
was in the form of a bag. The stored gas fed the engine
and the emissions were vented into the atmosphere via a
chimney that was once a feature of Oakdene Road. |

The Start of the Tanning Process A railway siding terminated at a platform at the works to which the raw hides, treated with rock salt as a preservative, were brought by train. When unloaded they would have to spend several days in six-foot square lime pits to soften the hair before it could be removed. This was done on an unhairing machine which had revolving phosphor bronze knives to shave but not cut the hides. From there the hides went to the fleshing machine for any flesh still on the other side of the hide to be removed. This machine had knives and rubber rollers on which the dehaired side, called the grain side and which would become to finer side of the leather, was turned under the knives as it was defleshed. It is worth noting that no by-products were wasted. As well as the spent tan being burnt to produce gas so flesh removed from the hides was sent for glue making and the hair was sent away to be used as padding. The train that delivered the hides took away these side products. Finished leather would be sent out by road. The next stage was for the hides to be suspended by chains in water pits for several days. This was to neutralise the lime from the first process, as lime and tannic acid do not mix and would otherwise have caused the leather to become a blotchy white colour. From here the hides went to the rounding table where they were trimmed roughly to shape with off-cuts being used for strips of leather used in the making of harnesses, straps and belts. The hides were also segregated by thickness, with bull hides, which were generally thicker than cow hides, going on to the splitting machine to be cut laterally into two. This effectively created two hides from the one, although in doing so only one would have the grain (hair) side, and this is the one that would make the better quality leather. Split hides were mostly used for upholstery, such as on car seats, and for shoe uppers. Thicker unsplit hides mainly went for the making of shoe soles. Split hides remained in their trimmed size whilst unsplit ones were cut into pieces called butts and bends for easier processing on machines at later stages. The splitting machine was in a separate workshop with its own power source. This was a Blackstone oil engine with a large flywheel and a heat injector rod to raise the temperature inside its single cylinder. The Tan The hides now went to the tanning process, a procedure to preserve, colour and texturise them and produce the almost finished leather. This involved immersing them in large pits filled with the tanning liquid. There were four eight-foot square leaching pits called 'taps', which supplied the tanning liquor to numerous smaller pits. The liquor was water mixed with crushed oak bark (the tan) used because it was a source of formic acid, the chemical required to treat the prepared hides. In the early days the bark was in plentiful supply, stripped when the sap had been rising in trees just felled so that it was easier to separate from the trunk. Later the timber companies stopped stripping the trees and the tanning companies had to go to the felling sites to strip their own bark, a process that made their end product more expensive. Sometimes Valonia cups, like acorn cups but from a different type of oak tree, were included when bark was imported.
The bark was then taken to the tannery in bundles and
stored in a shed at the works to dry. Years before the
black barn near the west end of Oakdene Road had been
used for this purpose but in my time it was rented out.
When dried the bark was fed via a hopper into the top of
a crushing machine and reduced to small pieces between
the first set of toothed rollers and then to a coarse
powder between a second set, falling into a pile below.
From there it was shovelled into baskets slung on poles
and carried by two men to the taps where it was mixed
with the water in suitable quantities. This liquor was
then pumped to the smaller tanning pits where the unsplit
hides (the butts and bends) were hung on rods, fully
immersed for eight days each in eight pits in turn, each
pit containing a stronger tanning liquor. This 64 day
period was a considerable reduction from that of a whole
year it that it once took to tan the hides prior to the
1920s. The barn in Oakdene Road in 2001. The appropriately named road on the right leads to the houses now occupying the Tannery site. The final part of the process After the 64 day tanning process was complete the butts and bends (but not the split hides) were stacked to drain before going to the drum house for further drying in a wooden revolving drum reminiscent of a modern tumble dryer. Because they were soft they were transported on wooden, wheeled 'horses' that had curved backs over which they could be laid to avoid damaging them. Leather was a product whose surfaces needed to be unmarked. Remember that the butts and bends were the thicker hides, cut down to size, that would be sold for making shoe soles. The next stage was a stay in a drying shed, a building with louvered sides. After a suitable period they went to the scouring machine where any creases were smoothed out by a fixed rack holding slates angled for the purpose as the nearly finished leather was moved under them on a table mounted on rollers. Creases in a hide, often hides from cows that had given birth to a large number of calves, could detract seriously from the quality of the finished leather unless removed. Another enemy of final quality was the warble fly. This was, and presumably still is, an insect that laid its eggs in the hides of the living animals, a process resulting in brown eruptions on the final product. It ought to be pointed out that all these machines were not automated but had operators, making the process labour-intensive. The next stage involved the setting machine, a piece of apparatus with revolving phosphor bronze blades to further clean and prepare the butts and bends before they went to a warm room where they were treated with cod oil, hand applied and rubbed in to provide water resistance and suppleness. They were then hung again until dry. Then came the rolling machine; at three tons pressure the now almost final leather product was finished, leaving the grain surface shiny and smooth and the leather with an even thickness. In the warehouse the butts and bends were gauged for thickness by a tool known as an iron - thickness would be 1 iron, 2 iron or 3 iron - and also sorted by colour. A different type of gauge was used on the split hides. The thinner (split) hides) did not go through the 64 day tanning process but were subjected to a different chemical process for suppleness and preservation before going to the drying sheds. Leather, especially shoe sole leather, was sold by weight. In the early years it went out in sheets but later was sent to Ripley for cutting into stock sole sizes before coming back to Redhill to be shipped out to shoemakers. Nothing has been said here about the dyeing of hides. Whilst leather can be supplied in a variety of colours and may have been dyed at Redhill in the past, this was not a process carried out there during my time. Aspects of the Tannery That a pungent smell was attributable to the tannery is not in dispute (this website author lived in Upper Bridge Road for the whole of the 1940s and can attest to its presence) but what caused it is uncertain. Perhaps it was the tan liquor in the open pits; perhaps it was the smell of the raw hides. Quite possibly it was the smell let off by the spent tan burnt in the furnace to make the gas to drive the main engine. Likely it was all three.
The fleshing machine, mentioned earlier, like the main
power machine also had a large flywheel, which in 1941 or
42 was the cause of a fatal accident. The wheel
disintrigated one day, sending pieces flying in all
directions at high velocity. An employee working close by
was tragically killed. I was walking past the area where
the machine was housed, had a finger cut off. A 1940s view of the tannery showing some of the buildings (Photo courtesy Derek Henderson) Another accident, which unlike the previous tragedy can be treated humorously, happened to Samuel Grosvenor. For those unfamiliar with this name its owner was a character locally also known as Sawny Sam. He lived in a large house in Linkfield Lane that once stood where Springvale School now is and he made a living (unless he had private income to supplement it, which he might have done) by pushing a barrow around Redhill and collecting anything that might fetch him a penny or two when sold.
One day he arrived at the gates of the tannery and
spotted some tiles laying in the yard and decided to
enquire at the office if they might be his for the
taking. As the office was across the yard from the gates
this, one might think, was a simple task. Sam certainly
thought so and duly headed in that direction. The taps and leaching pits required large quantities of water, which perhaps explains why the tannery was where it was. Water has rarely been in short supply in the area, with several springs nearby; although it is believed that it was wells, not springs that was the water source prior to about 1915. At about this time a borehole was drilled and a 3" pipe put down to a suitable depth. A 1" pipe alongside it carried air at about 60lbs/sq" to force the water up and provide a constant supply. The power for the air supply was a separate engine feeding a compressed air tank. With 20,000 gallons of water or more used every day the change from wells to borehole was probably made to save the labour required to bring up the well water and to provide a constant water supply. Where the water was eventually drained off is unknown. |
|||||


| Mr Sidney Harvey sadly died not long after the interviews with him were conducted. I am indebted to him for his cheerful and detailed recounting of the processes involved at the tannery and for the supplementary reminiscences. His son, Mr Frank Harvey, was also of great assistance, providing additional pictures and assistance, and grateful thanks are extended to him also. Further thanks go to Mr Anthony Young for permission to use his painting. - Alan Moore |